



新聞中心
新聞分類
CVD金剛石薄膜涂層刀具的技術(shù)進(jìn)展
2017-02-09
江西冠億研磨股份有限公司獲悉,近年來(lái),汽車、航空和航天等工業(yè)的持續(xù)發(fā) 展,對(duì)輕質(zhì)高強(qiáng)度材料(例如碳纖維增強(qiáng)塑料、 有色金屬及合金等)切削加工的質(zhì)量和效率提出 了更高的要求,由此對(duì)切削加工所用刀具的性能 和質(zhì)量也提出了更高的要求?;瘜W(xué)氣相沉積 (chemical vapor deposition, CVD)金剛石薄膜涂 層刀具因具有制備工藝簡(jiǎn)單、可以做成各種復(fù)雜 形狀刀刃,而且具有很高的硬度、耐磨性和良好 的沖擊韌性等諸多優(yōu)點(diǎn),能夠滿足加工中心大批量、高效率、高精度的加工要求,而逐漸成為切削輕質(zhì)高強(qiáng)度材料的主流刀具。
但是,與工業(yè)發(fā) 達(dá)國(guó)家相比,我國(guó)在CVD金剛石涂層刀具的涂層 制備、表面拋光等技術(shù)方面還存在較大差距,導(dǎo) 致目前刀具市場(chǎng)上的金剛石涂層刀具主要以美國(guó)、 德國(guó)及日本等工業(yè)發(fā)達(dá)國(guó)家的知名品牌刀具為主,嚴(yán)重阻礙了國(guó)內(nèi)CVD金剛石涂層刀具技術(shù)的發(fā) 展。因此,在"中國(guó)制造2025”的大背景下抓住機(jī)遇,努力研究CVD金剛石的薄膜制備工藝方法,提高涂層刀具的膜/基結(jié)合強(qiáng)度,并進(jìn)一步提 高刀具表面拋光技術(shù)等,對(duì)于制造高質(zhì)量、低成 本的金剛石刀具,爭(zhēng)創(chuàng)我國(guó)刀具自有品牌和提高刀具市場(chǎng)占有率具有重要意義。
1、CVD金剛石薄膜涂層刀具技術(shù)
CVD金剛石涂層刀具技術(shù)主要包括刀具材料 技術(shù)、涂層制備技術(shù)、拋光技術(shù)、涂層檢測(cè)技術(shù)和應(yīng) 用技術(shù)等。其中,涂層材料、涂層制備技術(shù)、刀具表 面拋光技術(shù)以及膜/基結(jié)合強(qiáng)度與刀具的性能和質(zhì) 量密切相關(guān),因而受到人們的高度關(guān)注,成為CVD 金剛石薄膜涂層刀具技術(shù)研究的重點(diǎn)和熱點(diǎn)。下面簡(jiǎn)要加以概述。
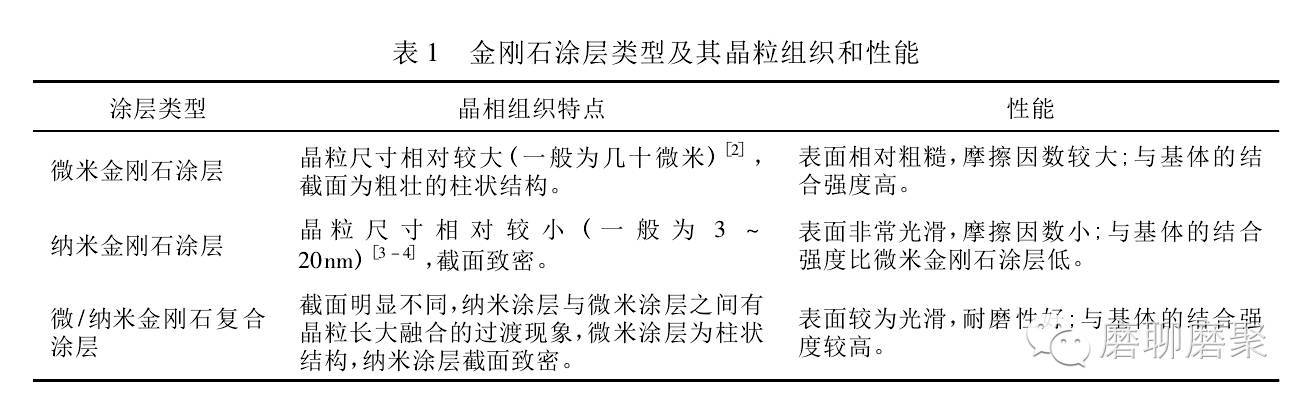
可以看出,微米金剛石涂層的突出優(yōu)點(diǎn)是與基 體的結(jié)合強(qiáng)度高,納米金剛石涂層的突出優(yōu)點(diǎn)是表 面粗糙度低。而微/納米復(fù)合涂層兼具了兩者的優(yōu) 點(diǎn),因而使金剛石涂層刀具擁有更好的切削性能,成為當(dāng)前許多學(xué)者的研究熱點(diǎn)。薛海鵬利用熱 絲化學(xué)沉積法制備了納米金剛石涂層刀具和不同 涂層結(jié)構(gòu)的微/納米復(fù)合涂層刀具,并通過(guò)壓痕實(shí) 驗(yàn)得出復(fù)合涂層比單一的納米涂層具有更強(qiáng)的膜/ 基結(jié)合力度。鄧福明等制備了微/納米金剛石涂層,并利用該涂層刀具進(jìn)行了高硅鋁合金切削試 驗(yàn),最后借助工具顯微鏡對(duì)刀具表面受損情況進(jìn)行 觀察測(cè)量,結(jié)果表明,金剛石刀具涂層膜/基結(jié)合強(qiáng) 度高、表面耐磨性好。
1. 2 薄膜涂層制備技術(shù)
CVD金剛石的制備主要是在低壓條件(≤100kPa)下,通過(guò)CVD裝置釋放能量以激活裝置內(nèi) 含碳?xì)怏w,使其中的碳原子在基底上過(guò)飽和沉積生 長(zhǎng)成金剛石。自20世紀(jì)80年代制備金剛石膜的 技術(shù)取得突破性進(jìn)展以來(lái),制備金剛石膜的沉積工 藝逐漸成為各國(guó)的研究熱點(diǎn),相繼出現(xiàn)了多種不同 的金剛石膜制備方法,主要有熱絲化學(xué)氣相沉積(HFCVD)、微波等離子體化學(xué)氣相沉積(MPCVD)、直流等離子體化學(xué)氣相沉積法(DPJCVD )、燃燒火焰化學(xué)氣相沉積(combustion flame CVD)和直流電弧噴射等離子體化學(xué)氣相沉 積(DC arc plasma jet CVD)等。其中,HFCVD 法是 最早成功應(yīng)用于金剛石薄膜涂層的制備方法之一。 與其他方法相比,其裝置結(jié)構(gòu)比較簡(jiǎn)單,而且金剛 石薄膜沉積速率較快,是當(dāng)前國(guó)內(nèi)外制備金剛石刀 具薄膜涂層的主要方法。但是因設(shè)備中的發(fā)熱體 鉭絲或鎢絲受熱蒸發(fā),蒸發(fā)的原子可能會(huì)附著于金 剛石薄膜上,并夾雜少量的無(wú)定形碳、石墨和氫,導(dǎo) 致薄膜涂層質(zhì)量缺陷,因此該方法仍需進(jìn)一步改進(jìn) 與優(yōu)化。MPCVD法具有電離度高、合成壓力取值 范圍寬以及沉積速率大等特點(diǎn),便于金剛石膜的形成,而且沉積得到的金剛石薄膜質(zhì)量較高。但是因設(shè)備成本高,目前還只是應(yīng)用于微電子、光學(xué)等對(duì)金剛石膜質(zhì)量要求較高的領(lǐng)域。諸多學(xué)者認(rèn)為,隨 著MPCVD技術(shù)的成熟及設(shè)備成本的不斷降低,而 且采用MPCVD法合成的金剛石薄膜質(zhì)量高,此合 成方法是最有前途的CVD法之一 ,將很有可能 取代HFCVD法廣泛用于CVD金剛石刀具薄膜涂 層的制備。當(dāng)然,還有其他一些已進(jìn)入實(shí)用化階段 的合成方法,如直流等離子體噴射CVD、熱陰極直 流輝光等離子體CVD等,但這些方法由于受到生 產(chǎn)成本、生產(chǎn)質(zhì)量、生產(chǎn)效率以及使用要求等限制, 目前還不適用于刀具涂層的制備,這里不再展開敘述。
1.3 膜/基結(jié)合強(qiáng)度
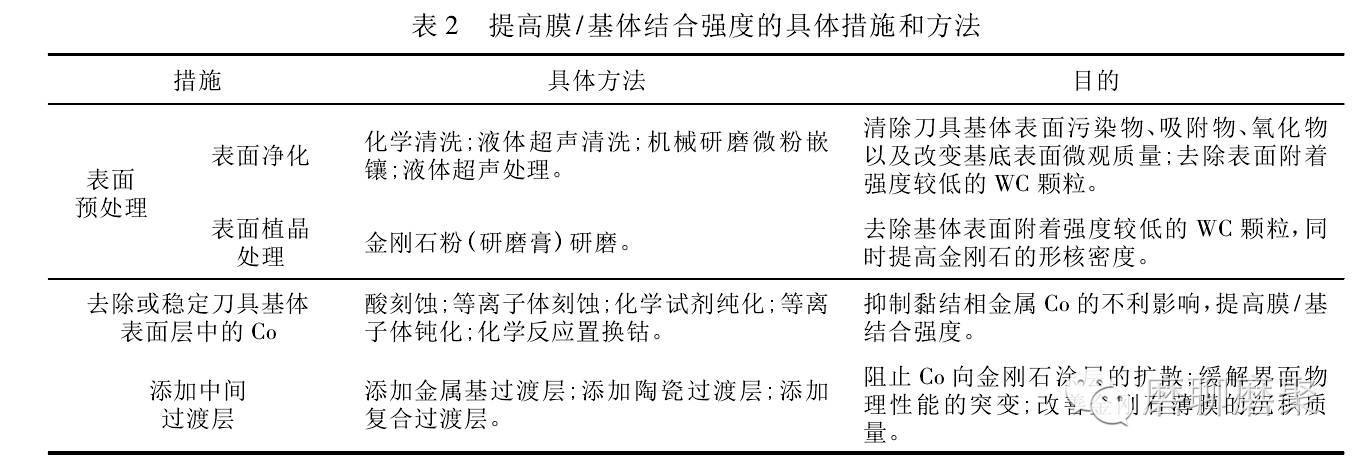
膜/基結(jié)合強(qiáng)度是影響CVD金剛石薄膜涂層刀具使用壽命的關(guān)鍵因素之一。膜/基結(jié)合強(qiáng)度越 高,越能保證CVD金剛石薄膜涂層在較大的切削 力作用下不會(huì)從刀具基體上剝離,從而充分發(fā)揮 CVD金剛石薄膜涂層刀具使用壽命長(zhǎng)的特點(diǎn)。當(dāng) 前國(guó)內(nèi)外學(xué)者為提高CVD金剛石薄膜涂層刀具 膜/基結(jié)合強(qiáng)度做了大量實(shí)驗(yàn)研究,研究結(jié)果表明,表面預(yù)處理、添加中間過(guò)渡層以及去除或穩(wěn)定刀具 基體表面層中的Co等措施能夠有效提高膜丨基結(jié) 合強(qiáng)度,其具體措施和方法見表2。
此外,國(guó)內(nèi)學(xué)者還從沉積工藝角度出發(fā),對(duì)影響CVD金剛石涂層刀具膜/基結(jié)合強(qiáng)度的因素做 了大量的仿真研究。簡(jiǎn)小剛等基于分子動(dòng)力學(xué) 方法和分子動(dòng)力學(xué)仿真軟件Lammps對(duì)[100 ]、[110]、[111] 3種常見沉積晶向的金剛石涂層模 型的力學(xué)性能進(jìn)行了仿真分析,結(jié)果表明,晶向?yàn)?[100]的金剛石涂層具有最高的膜丨基結(jié)合強(qiáng)度。 同時(shí)他還采用分子動(dòng)力學(xué)軟件MS (materials - stu-dio) 建立硬質(zhì)合金基底金剛石涂層膜丨基界面三維模型,研究分析了沉積溫度對(duì)膜/基結(jié)合強(qiáng)度的影 響,結(jié)果表明,沉積溫度對(duì)膜/基結(jié)合強(qiáng)度的影響程度較大。
1 .4表面拋光技術(shù)
拋光是一種使用物理機(jī)械或化學(xué)藥品來(lái)降低 物體表面粗糙度的工藝,在提高刀具表面質(zhì)量方面 應(yīng)用已久。CVD金剛石薄膜涂層刀具表面經(jīng)過(guò)拋 光,可以顯著改善刀具涂層的表面粗糙度,有效降 低刀具與工件之間的摩擦因數(shù),減少刀具磨損,提 高刀具使用壽命和刀具切削性能。金剛石薄膜涂 層化學(xué)性質(zhì)相對(duì)穩(wěn)定、硬度高、厚度薄,導(dǎo)致拋光效 率低、難度大,且容易造成膜的破裂或損傷。為此, 國(guó)內(nèi)外學(xué)者對(duì)金剛石膜拋光技術(shù)展開了一系列的 試驗(yàn)和研究,曾提出了多種不同的金剛石膜拋光方 法,主要有機(jī)械拋光、熱鐵板拋光、化學(xué)輔助機(jī)械拋 光、激光拋光、電蝕拋光、離子束拋光、電化學(xué)拋光、 等離子拋光、反應(yīng)離子刻蝕和磨料水射流等。各種 拋光方法的機(jī)理和優(yōu)缺點(diǎn)見表3。

不同的拋光方法有各自的適用范圍,目前還沒 有哪一種拋光方法能完全滿足不同的應(yīng)用需求,在 實(shí)際使用中應(yīng)依據(jù)刀具的表面質(zhì)量要求、涂層形狀、 涂層微觀結(jié)構(gòu)特點(diǎn)、拋光效率和拋光成本等來(lái)選擇 合適的拋光方法。有關(guān)學(xué)者也一直在積極致力于各 種拋光方法的研究,以提高刀具表面的拋光質(zhì)量和 效率。例如,苑澤偉等采用化學(xué)輔助機(jī)械拋光工 藝對(duì)金剛石涂層進(jìn)行拋光并得到了最佳的拋光工藝 參數(shù),最終使刀具獲得了較低的表面粗糙度。
2、CVD金剛石薄膜涂層刀具技術(shù)的發(fā)展趨勢(shì)
隨著現(xiàn)代制造業(yè)的持續(xù)發(fā)展,市場(chǎng)對(duì)刀具的需 求不斷擴(kuò)大,尤其對(duì)高性能刀具的需求更是保持了 迅猛發(fā)展的勢(shì)頭。CVD金剛石薄膜涂層刀具作為 現(xiàn)代高效、精密切削刀具,除能夠有效提高勞動(dòng)生 產(chǎn)率和零件加工質(zhì)量外,對(duì)高強(qiáng)度材料的切削加工 更具優(yōu)勢(shì),因而受到國(guó)內(nèi)外的普遍關(guān)注,其今后的 發(fā)展趨勢(shì)主要有以下幾個(gè)方面。
2.1研發(fā)新型刀具涂層材料
隨著刀具行業(yè)朝“高效率,高精度,高可靠性 和專用化”方向迅速發(fā)展,微米、納米、微/納米金 剛石薄膜涂層刀具逐漸代替硬質(zhì)合金刀具成為切 削難加工材料的主流刀具,同時(shí)各國(guó)也都在緊鑼密 鼓地進(jìn)行微米、納米、微/納米金剛石涂層材料以及 新型金剛石涂層材料的研究開發(fā)。美國(guó)先進(jìn)金剛 石工藝公司制備的超納米(晶粒尺寸3 ~5nm)涂 層材料具有極低的摩擦因數(shù)和表面粗糙度,能夠大 幅度提高因刃口形狀復(fù)雜而不容易進(jìn)行拋光的 CVD金剛石涂層刀具(如多刃銑刀、鉆頭、絲錐等) 的表面質(zhì)量和加工精度。與工業(yè)發(fā)達(dá)國(guó)家相比,我 國(guó)新型金剛石涂層材料的研發(fā)力度明顯不足,目前 主要研究的對(duì)象是微米、納米、微/納米金剛石涂層 材料,在超納米涂層材料、納米丨過(guò)渡層丨微米涂層 材料的制備及性能研究方面少有報(bào)道。因此今后 的發(fā)展趨勢(shì)是,改善涂層的制備工藝,優(yōu)化涂層結(jié) 構(gòu),同時(shí)努力研發(fā)微米/超納米、微米/過(guò)渡層/超納 米等新型金剛石涂層材料,不斷提高金剛石涂層刀 具性能,以滿足不同精密加工場(chǎng)合的需求。
2.2 進(jìn)一步提高膜/基結(jié)合強(qiáng)度
膜/基結(jié)合強(qiáng)度是評(píng)價(jià)刀具質(zhì)量好壞的主要性 能指標(biāo)。從CVD金剛石涂層刀具的發(fā)展歷程可以看出,其膜/基結(jié)合強(qiáng)度一直是金剛石涂層刀具實(shí) 現(xiàn)大規(guī)模產(chǎn)業(yè)化的主要障礙,在CVD金剛石涂層 刀具使用過(guò)程中(尤其是在高速重負(fù)荷切削條件 下),膜/基結(jié)合強(qiáng)度不夠,往往導(dǎo)致刀具基體與涂 層分離,成為刀具失效的主要原因之一。金剛石薄膜涂層刀具膜/基結(jié)合強(qiáng)度低主要是因?yàn)橛操|(zhì)合金 基體中的Co元素造成的。為此,近幾年開展了大 量的實(shí)驗(yàn)研究,不斷探索增強(qiáng)膜/基結(jié)合強(qiáng)度的方 法,但還仍處于采用實(shí)驗(yàn)試湊方法來(lái)提高刀具膜/ 基結(jié)合強(qiáng)度的階段。目前,黏結(jié)相Co元素降低金 剛石涂層刀具膜/基結(jié)合強(qiáng)度的作用機(jī)理尚不清 晰。簡(jiǎn)小剛等基于密度泛函理論的第一性原 理,借助MS軟件建立了含有一定Co元素的硬質(zhì) 合金基底金剛石涂層膜/基界面模型,通過(guò)仿真計(jì) 算,從微觀角度分析了黏結(jié)相Co元素對(duì)金剛石涂 層膜/基結(jié)合強(qiáng)度的影響,證實(shí)了 Co元素的存在 會(huì)削弱金剛石涂層刀具膜/基結(jié)合強(qiáng)度。因此,今 后需要將仿真計(jì)算與實(shí)驗(yàn)研究相結(jié)合,從微觀角度 深入研究Co元素降低金剛石涂層刀具膜/基結(jié)合 強(qiáng)度的作用機(jī)理,并在此基礎(chǔ)上,通過(guò)對(duì)硬質(zhì)合金 基體表面進(jìn)行預(yù)處理、添加熱膨脹系數(shù)與金剛石相 匹配且易于同金剛石相結(jié)合的中間過(guò)渡層以及改 善沉積工藝等措施,有效提高刀具的膜/基結(jié)合強(qiáng) 度和使用壽命。
2.3創(chuàng)新拋光工藝
CVD金剛石薄膜涂層刀具的拋光效率和拋光 質(zhì)量與拋光工藝方法密切相關(guān)。由于金剛石涂層 自身硬度高、耐磨性好以及厚度薄的特點(diǎn),且涂層 結(jié)構(gòu)組織不同、拋光質(zhì)量要求也不雖然目前已 有多種拋光方法,但采用單一的拋光方法已不能很 好地實(shí)現(xiàn)高效、經(jīng)濟(jì)、高精度的拋光。為了兼顧各 種拋光方法的優(yōu)點(diǎn),可以通過(guò)不同工藝方法的合理 組合,來(lái)滿足不同的拋光要求,創(chuàng)新金剛石薄膜涂 層的拋光工藝。國(guó)內(nèi)外學(xué)者也在一直嘗試將不同 的拋光方法組合起來(lái)使用,以提高金剛石薄膜的拋 光效率和拋光質(zhì)量。蘇青峰等將激光拋光和熱 化學(xué)拋光工藝進(jìn)行組合,對(duì)金剛石薄膜進(jìn)行了拋光 加工,不僅縮短了拋光時(shí)間,而且使金剛石薄膜的 表面質(zhì)量得到改善,滿足了基本的應(yīng)用要求。OL- LISON依次采用機(jī)械拋光法和化學(xué)輔助機(jī)械拋 光法對(duì)CVD金剛石膜進(jìn)行拋光加工,得到了較理 想的微觀表面。因此,今后的一個(gè)發(fā)展趨勢(shì)是,合 理組合各種拋光方法,在金剛石涂層刀具粗拋光和 精拋光兩個(gè)階段采用不同的拋光工藝,即在粗拋光階段,以提高涂層表面材料去除率為主,采用拋光 效率高的拋光工藝;在精拋光階段,以提高涂層表 面質(zhì)量為主,采用拋光質(zhì)量好(涂層表面污染小、 粗糙度低)的拋光工藝。此外,還需加大在線監(jiān)測(cè) 與控制系統(tǒng)的研究,以便在線檢測(cè)刀具表面拋光狀 態(tài)及實(shí)時(shí)控制拋光進(jìn)度,進(jìn)一步提高拋光效率和拋 光質(zhì)量,并且使拋光工藝向?qū)崿F(xiàn)自動(dòng)化的方向發(fā) 展,逐漸擺脫對(duì)技術(shù)人員的依賴。
2. 4 加大刀具表面退涂技術(shù)研究力度
在CVD金剛石薄膜涂層刀具生產(chǎn)和修磨維護(hù) 過(guò)程中,刀具上有可能沉積了不符合要求的涂層(如硬度不佳、膜/基結(jié)合強(qiáng)度不夠、局部脫落等), 若繼續(xù)沉積涂層,會(huì)嚴(yán)重影響涂層質(zhì)量,甚至形成 廢品而造成不必要的浪費(fèi),這就需要采用退涂工藝 去除不良涂層。退涂工藝是一個(gè)過(guò)程相對(duì)復(fù)雜的 工藝,往往涉及多種物理或化學(xué)方法。
對(duì)于不 同組織結(jié)構(gòu)的金剛石涂層,采取的退涂工藝也不相 同。隨著CVD金剛石薄膜涂層刀具的應(yīng)用日益廣 泛,未來(lái)針對(duì)CVD金剛石薄膜涂層刀具的退涂工 藝研究會(huì)成為涂層刀具技術(shù)的研究熱點(diǎn)之將重 點(diǎn)解決退涂過(guò)程中基體受損(包括表面劃傷、酸性 或堿性溶液腐蝕基體以及基體表面Co元素流失 等)和退涂不完全等問(wèn)題。因此,國(guó)內(nèi)還需繼續(xù)加 大對(duì)金剛石涂層退涂工藝技術(shù)的研究力度,探索有 效、經(jīng)濟(jì)的退涂工藝方法,為金剛石涂層刀具的生 產(chǎn)和修磨維護(hù)提供強(qiáng)有力的理論和技術(shù)基礎(chǔ)。
3 結(jié)束語(yǔ)
CVD金剛石薄膜涂層刀具既具有金剛石耐磨性好、硬度高的優(yōu)異特性,又兼具了硬質(zhì)合金基體 良好的強(qiáng)韌性和抗沖擊性,在切削鋁合金、纖維增 強(qiáng)塑料等輕質(zhì)高強(qiáng)度材料方面的應(yīng)用越來(lái)越廣泛。 特別是近年來(lái),CVD金剛石刀具涂層材料的不斷 細(xì)化以及涂層制備技術(shù)、膜/基結(jié)合強(qiáng)度和拋光技 術(shù)的不斷提高,使CVD金剛石涂層刀具的應(yīng)用領(lǐng) 域更加廣闊。隨著CVD金剛石涂層刀具膜/基結(jié) 合強(qiáng)度的進(jìn)一步提高、新型刀具涂層的研發(fā),以及 拋光工藝的創(chuàng)新和退涂技術(shù)的成熟,CVD金剛石 薄膜涂層刀具將真正實(shí)現(xiàn)高質(zhì)量、低成本的目標(biāo), 成為刀具家族的重要一員。
上一頁(yè)
下一頁(yè)
上一頁(yè)
下一頁(yè)

 400-996-0795
400-996-0795

 gysl@gysl.com
gysl@gysl.com
